Clad materials are often used to replace copper or copper alloys for both cost and performance reasons. Markets where clad designs are providing benefits today include electrical equipment, home & appliance and architectural.
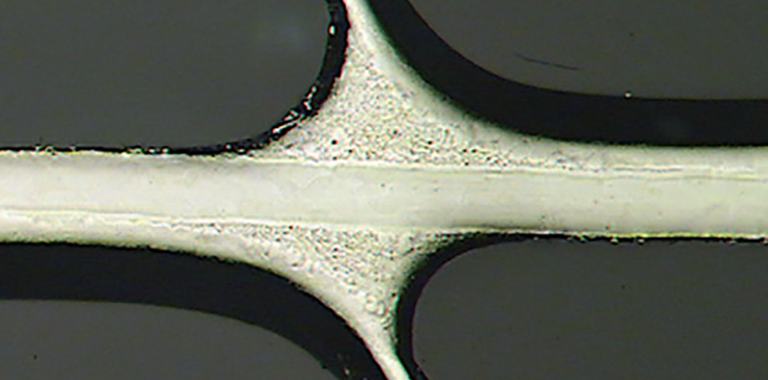
For electrical components, EMS supplies a variety of copper clad carbon steel designs that replace solid copper, expensive copper alloys such as C638, C654, C7025, C7035 and BeCu alloys. Known as Conflex, this 3 layer system consisting of C102/G1065/C102 is used as fuse clips, electrical contact blades, carrier strips, switch components, sliding contact fingers, pressure diaphragms, grounding strips, terminal strips and many other applications requiring structural strength combined with electrical and thermal conductivity.
Standard ratios are 5/90/5 – Conflex 316 (16% IACS) and 10/80/10 – Conflex 326 (26% IACS). Both are rated for 150 C operating temperatures. As rolled yield strengths can be as high as 130 Ksi and 140 Ksi respectively. If followed by heat treatment, yield strengths increase to 200 and 220 Ksi.
Gauges offered are 0.003” – 0.060” and widths up to 20”.
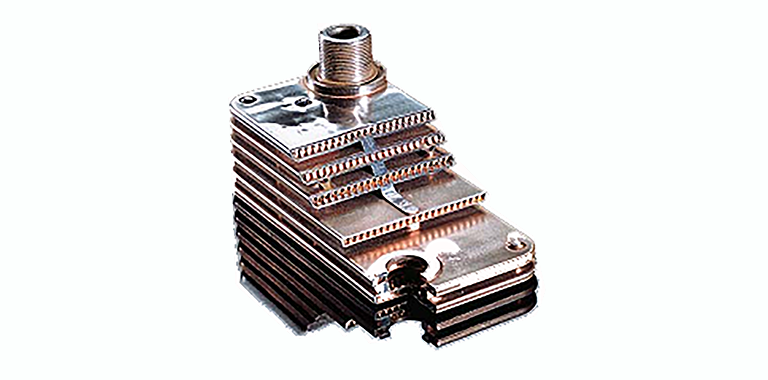
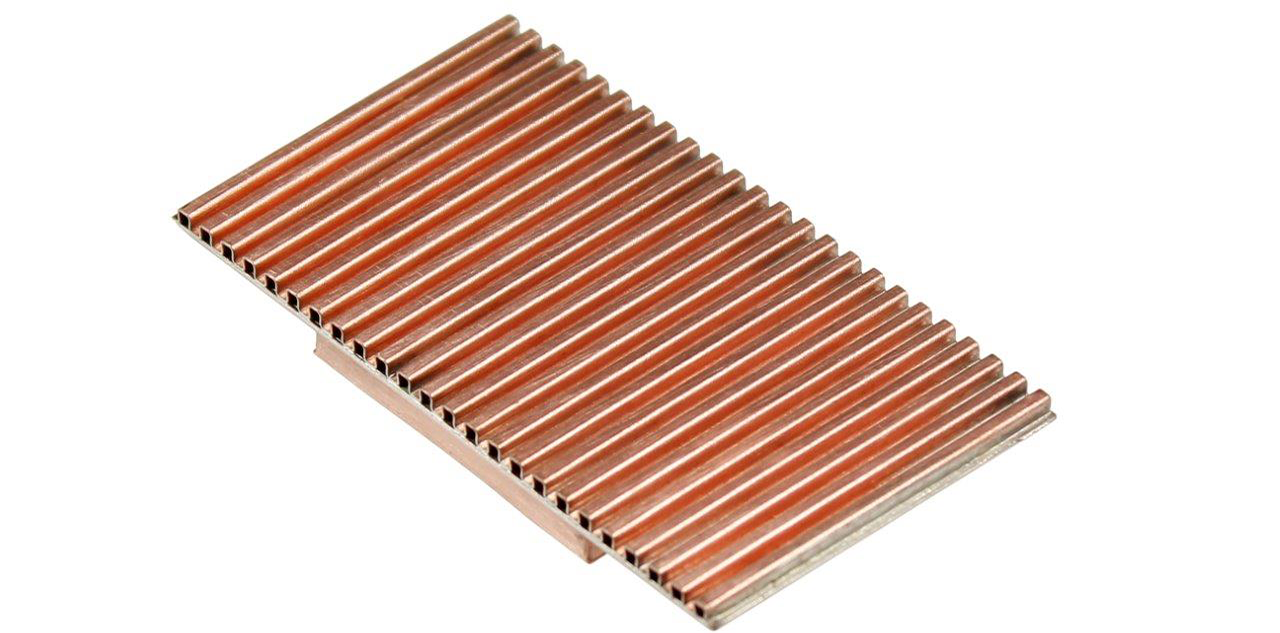
For electrical distribution and heat sinks, copper clad aluminum reduces weight, increases joining options and reduces cost. Applications include terminating aluminum conductors where the Al side of the clad contacts the aluminum cable and the Cu contacts the copper terminal of the switchgear. Another popular use is for IGBTs and other electronic heat sinks which need the joinability of Cu and a lighter, thermally conductive Al.
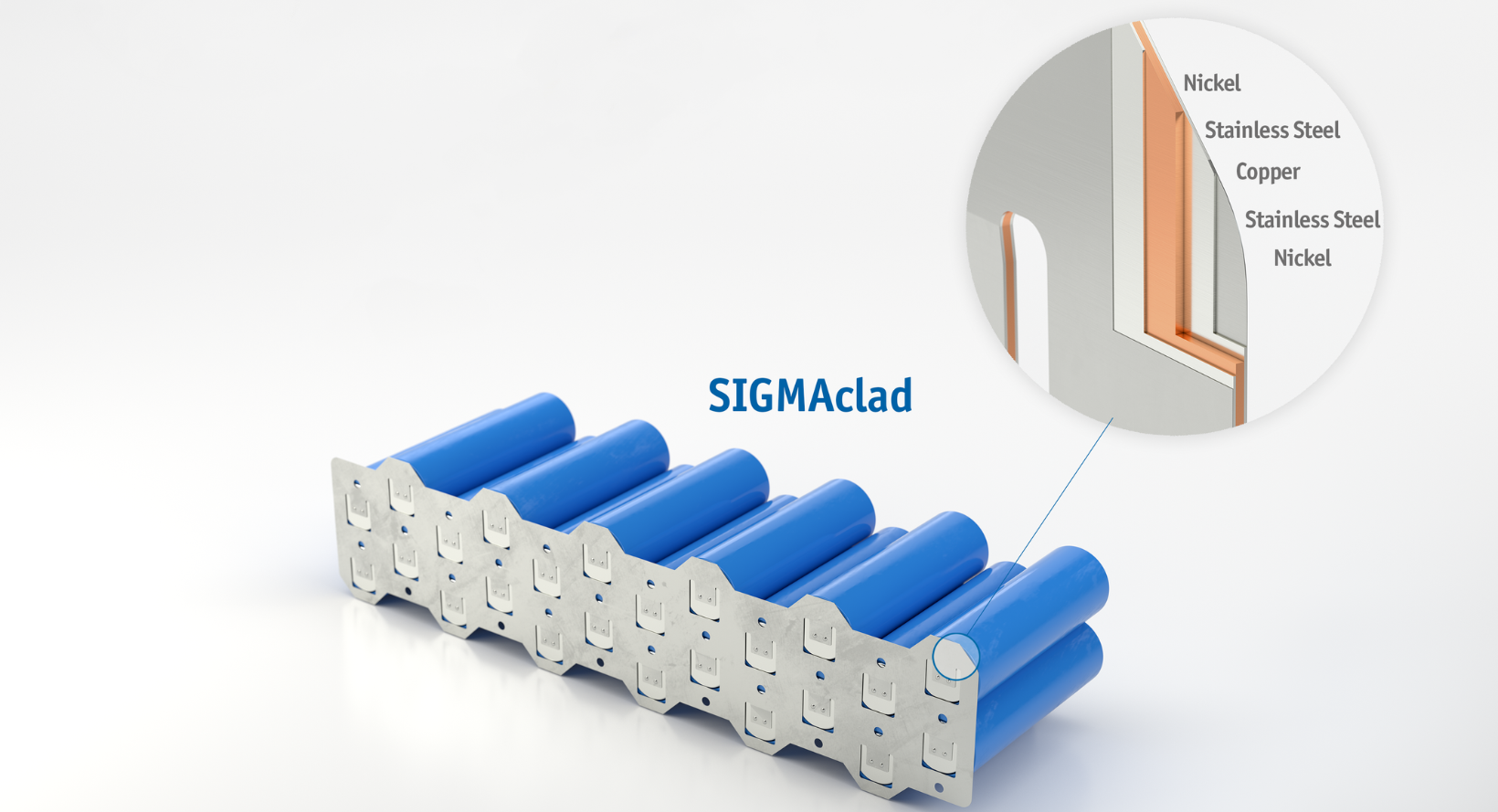
2 or 3 layer systems in any combination of Cu and Al such as Cu/Al/Cu, Al/Cu/Al, and Cu/Al are possible with 10/80/10 and 15/85 ratios standard. A variety of work hardenable copper and aluminum alloys are used and tempers are possible – annealed for forming up to as rolled for maximum hardness and rigidity.
EMS also is unique in its ability to offer the copper clad aluminum system in a wide gauge range of 0.001” up to 0.250″ and widths up to 25″.